|
Режимы стыковой сварки (PIPEFUSE) Рекомендуемая толщина стенки трубы при стыковой сварке должна быть не менее 4,5 мм. Стыковую сварку разрешено проводить при температуре воздуха от -15°С до +45°С.
Сварка встык достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. Поэтому цена на стыковую сварку полиэтиленовых труб может показаться вам дорогой. Но помните, что вы платите за высокое качество, чтобы в дальнейшем не тратиться на решение проблем, которые возникают в случае с заказом услуги по низкой цене.
* Сварка полиэтиленовых труб не требует тяжелой техники;
* Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек.
* Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб.
* При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижается количество сварных соединений в 50 — 100 раз.
Все это значительно ускоряет строительство трубопровода и влияет на понижение стоимости монтажа. Сварочный цикл можно разделить на следующие этапы:
-
Оплавление торцов трубы;
-
Нагрев;
-
Удаление нагревателя из зоны сварки; - Сварка;
-
Охлаждение.
Режимы сварки для полиэтиленовой трубы высокой плотности диаметром 40-160 мм.
Конструкция и органы управления

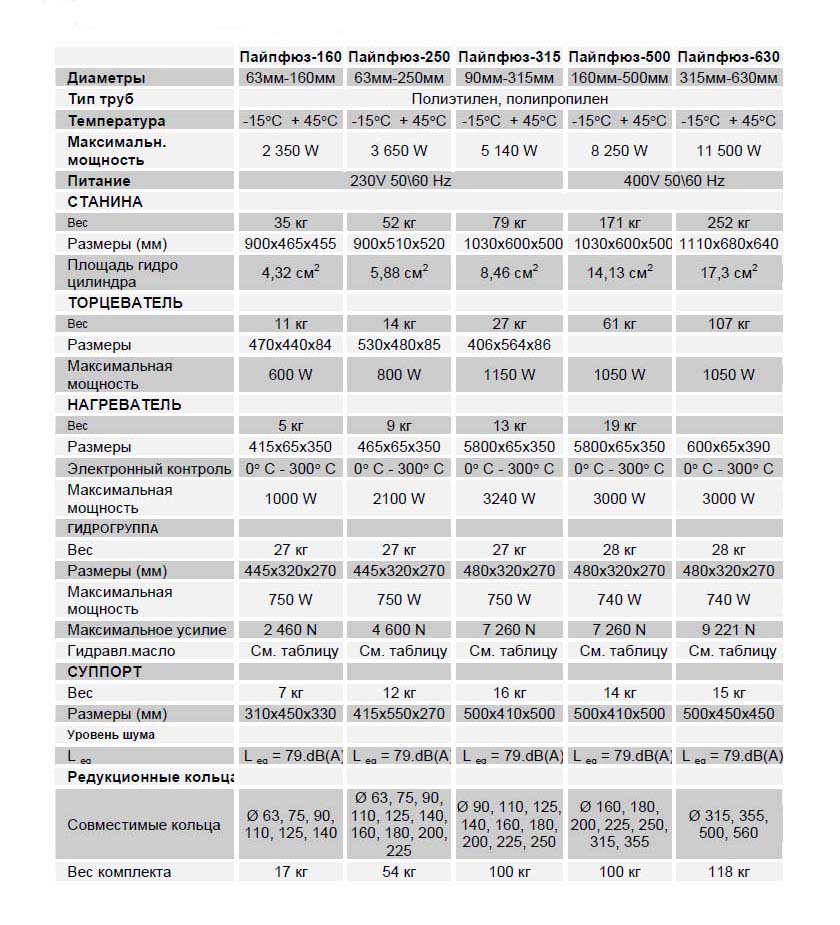
Технические характеристики сварочных аппаратов “ПАЙПФЮЗ”

Подготовка
аппарата к работе
Прежде чем начать подключение аппарата, следует проверить:
-
характеристики источника питания в соответствии с техническими характеристиками сварочного аппарата);
-
при применении удлинителя, правильность соотношения сечения используемого кабеля и его длины;
-
осуществить внешний осмотр с точки зрения механических повреждений;
-
кабели и разъемы.
Убедитесь что транспортировочная латунная крышка масляного бака гидромотора заменена на поставляемую вместе с аппаратом пластмассовую с воздушным клапаном, как это сделано на рисунке ниже.
При применении генератора, прежде чем включить кабель питания аппарата в розетку, необходимо дождаться стабилизации режима работы двигателя (1-3 минуты).
|
|
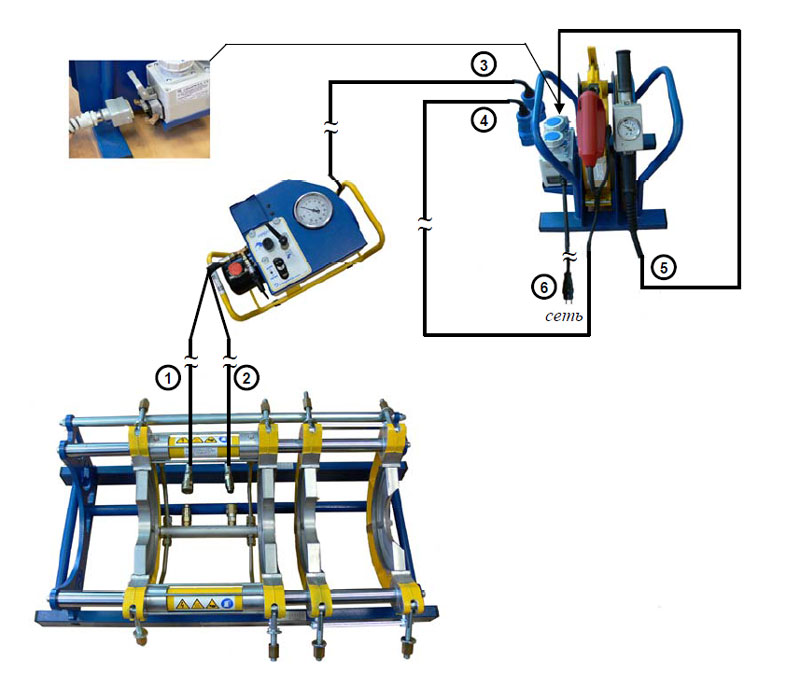
Перед включением аппарата необходимо соединить все его узлы с помощью специальных соединительных кабелей в соответствии со схемой, представленной на рисунке выше. Разъемы всех соединений имеют уникальную конструкцию (все отличаются друг от друга) для предотвращения неправильного подключения.
1. Подключите гидрогруппу к позиционеру-центратору гидравлическими шлангами (кабели 1 и 2 на рис. выше) с помощью специальных разъемов (быстроразъемных соединений), для этого:
преодолевая усилие разъемного соединения подключите два гидравлических шланга к станине;
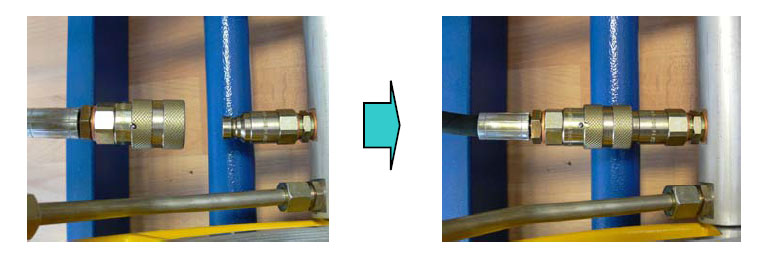
для предотвращения случайного разъединения соединения необходимо прокрутить вращающуюся часть разъема так, чтобы выемка и шарик не находились друг напротив друга.
Подключение 2
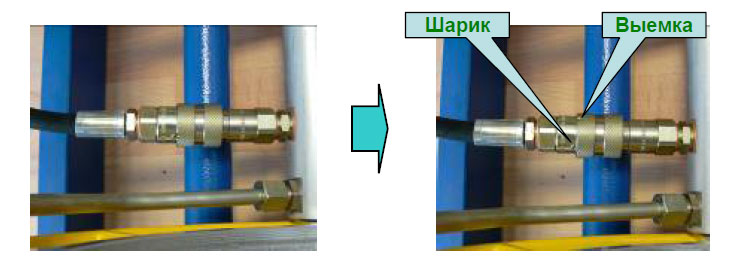
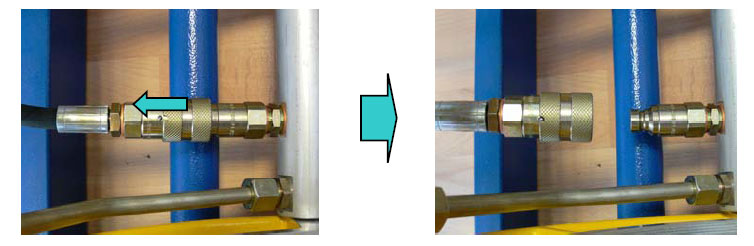
Для отсоединения гидравлических шлангов необходимо:
-
совместить выемку на вращающейся части разъема с шариком (поставить их друг напротив друга);

-
сдвинуть вращающуюся часть в направлении
шланга (от станины);
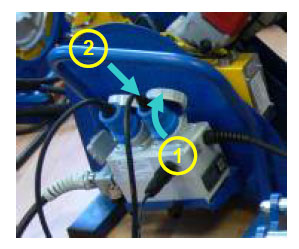
2. Подсоедините кабели питания (№3 и 4 на рис. выше) торцевателя и гидрогруппы к электронному блоку питания, для этого:
-
поднимите защитную крышку разъема на электронном блоке;
-
вставьте вилку кабеля в гнездо.
3. Подключите кабель питания зеркала (№5 на рис.выше) к задней части электронного блока подачи напряжения. Закрепите соединение фиксирующей штангой разъема.

4. Подсоединить кабели питания электронного блока подачи напряжения (№8 на рис. выше) к внешнему источнику питания (генератору, сети).
5. Включить гидрогруппу кнопкой включения;

|